Welding Deformation in Thin Plates: Causes & Control
In heavy machinery manufacturing, thin plate structural components (thickness less than 4mm)—such as drill rig enclosures and driver cabins—are foundational. However, managing welding distortion in these sheets remains a major technical challenge. Because arc welding relies on an uneven, rapid heating and cooling cycle, it inherently creates localized thermal stresses that cause structural warping. Mastering this process requires a precise balance of thermal control and structural mechanics.
Root Causes of Welding Deformation
Welding deformation is primarily driven by two factors: thermal expansion/contraction and structural rigidity. When the intense heat of welding causes metal to expand against the constraint of cooler surrounding areas or rigid fixtures, it undergoes compressive plastic deformation. Once cooled, this leaves behind permanent distortion.
1. Thermal Factors
Welding Method: Different methods create distinct temperature fields. Automated welding concentrates heat much better than manual arc welding, resulting in a narrower Heat-Affected Zone (HAZ) and less distortion. CO₂ and MAG (Ar+CO2) welding use thin wires and high current densities to focus energy, significantly limiting warpage.
Welding Parameters: Heat input (linear energy) scales with current and voltage, and decreases with speed. High-voltage, high-speed, and high-current-density automated welding is highly preferred because it minimizes the time heat has to spread.
Weld Seam Geometry: A higher volume of weld seams or larger cross-sectional dimensions translates to more thermal energy pumped into the material, compounding the final distortion.
Execution Method: Continuous welding creates prolonged thermal build-up, whereas intermittent welding allows the material to breathe, minimizing the overall temperature rise.
2. Structural Rigidity
Geometry & Size: Inherently, stiffer structural shapes resist distortion much better than flat, unreinforced sheets.
Jigs & Fixtures: Using specialized welding clamps artificially boosts the rigidity of the workpiece during the build, mechanically forcing it to stay true.
Assembly Sequences: The order in which parts are tacked and welded shifts the center of gravity and stiffness dynamically, heavily dictating the final warp pattern.
Common Types of Deformation
Deformation in thin-plate fabrication falls into two categories:
Global Distortion: Changes that affect the entire structure, including longitudinal/transverse shrinkage (overall shortening), angular bending (hogging/sagging), and torsional twisting.
Localized Distortion: Warping confined to specific zones, most notably wave-like buckling (oil-canning) across wide, thin panel faces, and local angular distortion at joint boundaries.
Control Strategies: Design & Process
Because residual stress is governed by physics, completely eliminating deformation is unrealistic. Instead, manufacturers must mitigate it through smart design and process execution.
Design Optimization
Engineering layouts must prioritize low-distortion configurations. Weld seams should be placed symmetrically relative to the structure's cross-sectional neutral axis to counteract bending moments. Designers should minimize weld density, avoid intersecting joints, and utilize wider, longer single sheets wherever possible to reduce the total footage of welds.
Process Execution
Key Prevention Techniques:
Stress-Free Assembly: Avoid forcing mismatched parts together with heavy mechanical leverage, which locks in high baseline stresses before welding even begins.
Advanced Shielding Gas: Transition to high-efficiency Ar+CO2 MAG welding to narrow the HAZ.
Optimized Parameters: Reduce wire feed speeds, lower the current/voltage, and prioritize short welds over long ones. Utilize back-step welding sequences and work systematically from the inside out.
Reverse Deformation: Pre-bend or offset components in the exact opposite direction of the expected weld shrinkage to let the thermal forces pull the part perfectly into square.
Advanced Correction Methods
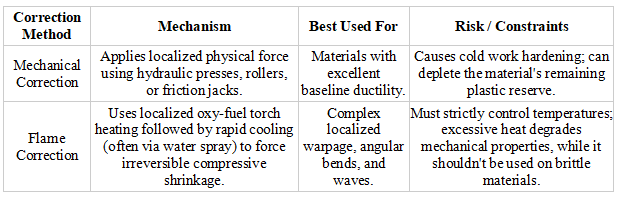
If a component warps past allowable engineering tolerances, it must be corrected. Global shrinkage cannot be undone and must be managed by adding material allowances during initial cutting. Localized warpage, however, can be fixed using two main shop floor techniques:
Conclusion
While welding deformation in thin-plate fabrication is an inevitable physical reaction to heat, it is entirely manageable. By implementing strict design rules, adopting advanced MAG welding processes, and applying precise mechanical or flame correction techniques, factories can eliminate production bottlenecks, stabilize part quality, and lower rework costs.